易包乐™(EVAL™)的成形加工的基础-设备要求
易包乐TM树脂适用于通用的热熔融挤出设备。
通常易包乐TM树脂会配合各种聚烯烃、聚酰胺、聚苯乙烯、聚酯等树脂进行共挤加工。
易包乐TM树脂过度受热容易产生交联。因此需要注意加工温度和螺杆转速设定。为保证长期运转稳定性,优化挤出机的螺杆和流路设计也很重要。尽量减少熔体滞留时间,减少流路的锐角,死角是非常有效的。
建议加工条件如下所示。
料筒
适用于易包乐TM树脂的料筒设计如下所示。
・无沟槽。
・料筒用料建议使用内面研磨过的氮化钢或者特殊合金。
・为提高温控精度,料筒的温控建议设置为4-5段。
・为防止树脂过早熔融,料斗下方建议采用水冷。
螺杆设计
适用于易包乐TM树脂的螺杆设计如下。
・螺杆类型:全螺纹螺杆。
・L/D:26以上( F牌号), 24以上(E牌号)。
压缩比:3(60mφ)~ 3.5(25~50mmφ)。
・分区:等螺距,供料段、压缩段、计量段”均等分割。
(L/D=28时建议:供料段/压缩段/计量段= 8D / 9D / 9D)。
・螺杆用料:铬钼钢。表面抛光、镀镍、或者氮化处理。
・避免使用PA用急压缩螺杆。
・剪切应力较高的混炼段,阻隔段会延长树脂滞留时间,应避免使用。
60mm全螺纹螺杆案例如下所示。
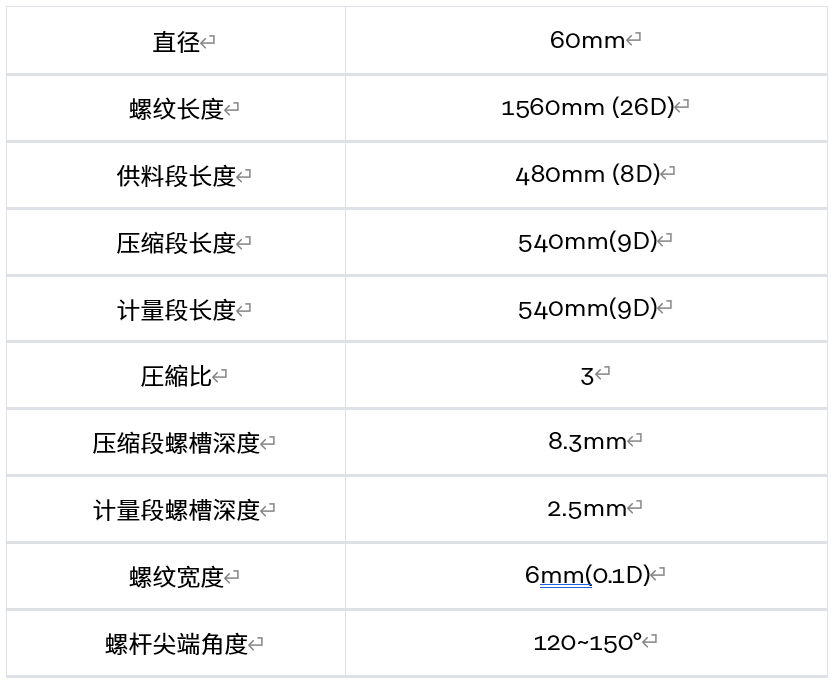
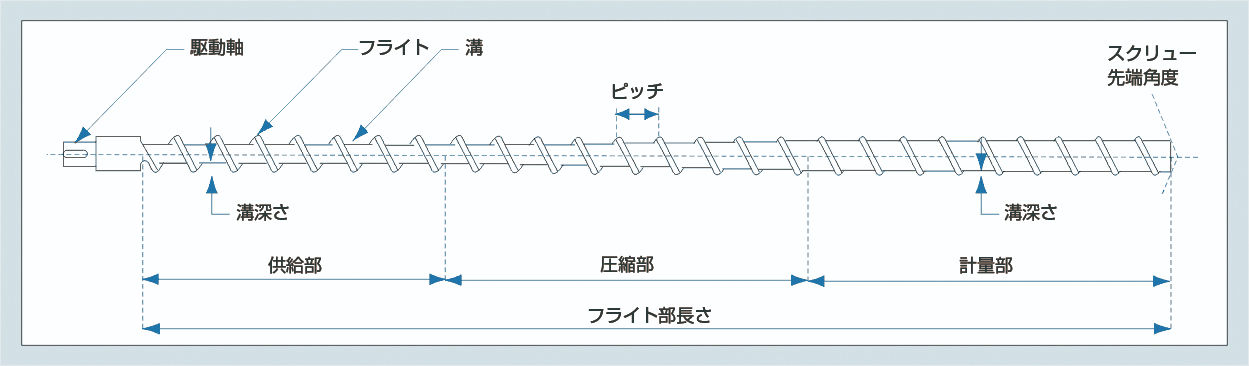
通用螺杆设计
滤网‐破料板
易包乐TM树脂挤出使用滤网时,需要注意树脂压力以及电压。
通常的滤网组合如下:
50/100/50/50、 50/100/150/100、80/150/50/50
螺杆前端和滤网的距离应该间隔5~10mm,过长容易导致树脂滞留。
破料板的孔径建议为5mmφ。
流路
易包乐TM树脂在设备内滞留后容易产生交联。因此在设计上应该尽量减少死角,锐角等死角。
易包乐TM树脂较容附着在金属表面。因此挤出时,低速运转,低剪切的场合,比较容易附着在料筒壁面。
受热交联的易包乐TM树脂是最终产品中混入着色异物的原因。
推荐适用于易包乐TM树脂的流路条件如下所示。
・壁面剪切速度:6 sec-1以上
・平均流速:1 cm/sec 以上
・流路中避免凹凸,锐角
・分配器直径最小化
・流路表面镀铬(抛光)
模头
易包乐TM树脂适用于通用的流延模头。
共挤吹膜的流路比较复杂,建议尽量简易化相关流路。
模头的用料建议使用树脂难以附着的镀镍,镀铬处理后的钢材。
发布人:日本株式会社可乐丽EVAL事业部
中国总代理:可乐丽国际贸易(上海)有限公司
电话:021-6119-8111内线2206
微信:如果您对EVAL™ EVOH产品有任何疑问或需要进一步沟通,
欢迎扫描下方二维码,添加技术微信进行咨询,期待与您交流。
